Компания Nippon Special Steel была основана в 1915 году как товарищество и с первых лет деятельности сосредоточилась на выпуске специальных сталей, необходимых для производства инструментов, режущих изделий и вооружений. Вскоре предприятие получило признание военных ведомств: уже в 1916 году оно было включено в число официальных поставщиков Артиллерийского арсенала сухопутных войск, в 1918 году наладило выпуск сталей для автомобилестроения, а в 1921 году стало производить авиационные стали для нужд флота.
Во главе компании стоял её основатель, Сабуро Ватанабэ. Работая в Furukawa Mining, он был направлен в Германию для исследований в области меди, но именно там познакомился с передовыми методами производства специальных сталей на заводах Krupp и других предприятий. Вернувшись в Японию, Ватанабэ поставил перед собой задачу, имевшую стратегическое значение для страны — наладить отечественное производство специальных сталей, которые до тех пор почти полностью ввозились из-за рубежа. Первые плавильные мощности он разместил на побережье в районе Омори.
История производства специальных сталей в Японии началась ещё раньше: в 1901 году на Осакском арсенале была освоена никель-хромовая сталь, а в 1903 году на Куре-флотском заводе наладили выпуск палубной брони. Частные компании — такие как Yonago, Yasugi и Dobashi — занимались в основном выпуском инструментальных сталей и сотрудничали с военными арсеналами, однако масштабы оставались ограниченными. Первая мировая война радикально изменила ситуацию: поставки из Европы и США прекратились, военные заказы стремительно возросли, и Японии пришлось полностью опереться на собственное производство. Государственные предприятия установили новые электрические печи, а частные заводы начали массово расширять выпуск специальных сталей.
До войны Япония в значительной степени зависела от импорта не только быстрорежущих сталей, но и большинства ключевых инструментов. Однако именно война стала переломным моментом: в 1919 году Nippon Special Steel открыла инструментальный завод и начала производить резцы, свёрла, фрезы и другие виды оборудования. Этот завод впоследствии превратился в ядро, из которого выросло производство широкого спектра вооружений.
К началу 1930-х годов компания заняла второе место среди частных производителей специальных сталей в стране, уступая лишь Japan Steel Works, и одновременно превратилась в одного из ведущих частных производителей вооружений.
30 декабря 1932 года была подана патентная заявка №633 - «Усовершенствование автоматического устройства винтовки», где в качестве патентообладателя и изобретателя был указан Сабуро Ватанабэ.
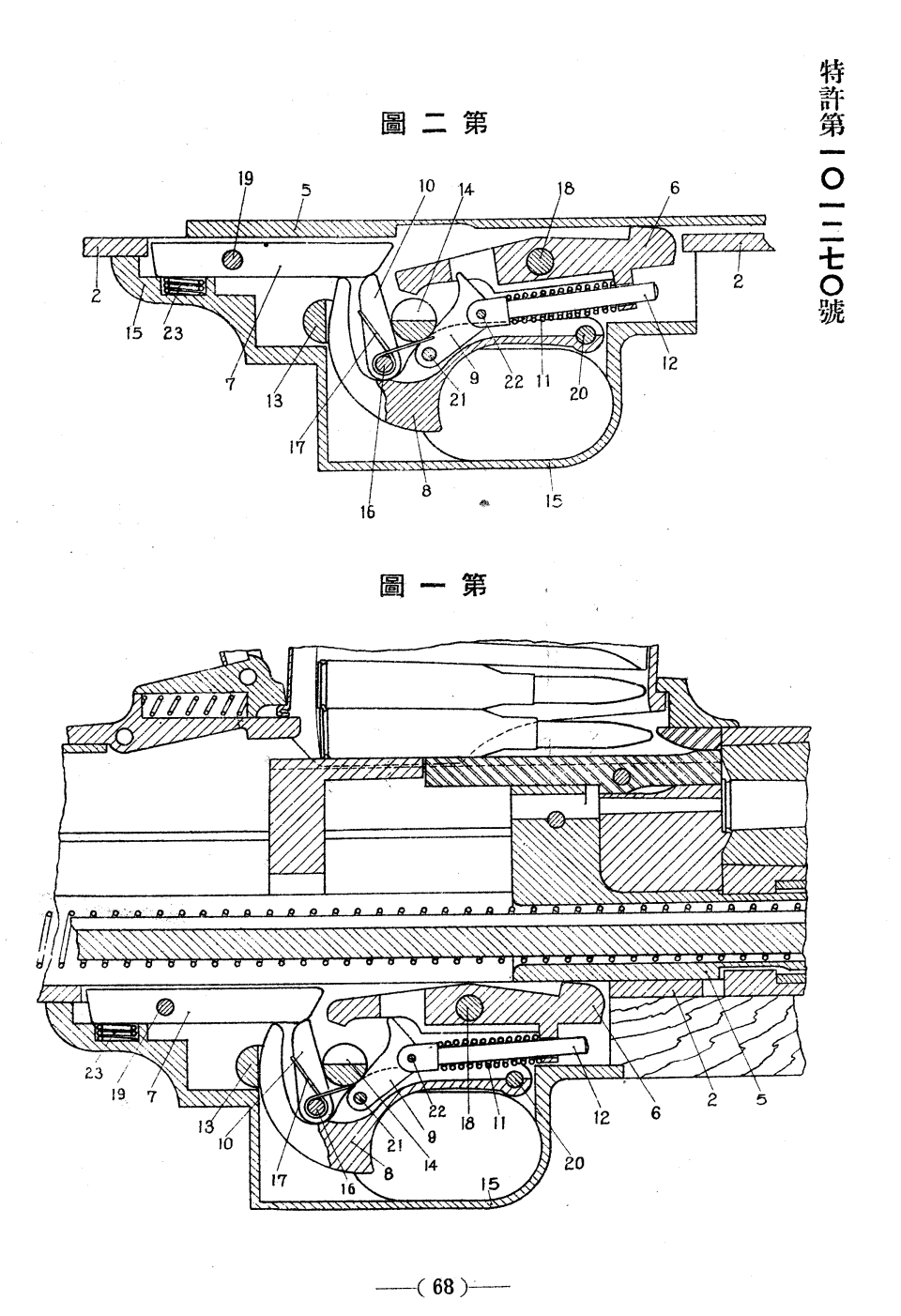
Изобретение Ватанабэ относится к автоматическому огнестрельному оружию с кривошипом и коленчатым рычагом, имеющему три шарнирные оси. Так если в стандартных конструкциях центральная ось шарнира расположена выше линии, соединяющей две другие оси, в направлении изгиба, что ослабляет сопротивление давлению, действующему на затвор, то в изобретении эта ось расположена либо ниже указанной линии, либо на самой линии, благодаря этому, в момент выстрела давление газов на затвор не пытается согнуть детали, и затвор остаётся надёжно запертым в момент выстрела.
Далее когда пороховые газы через газоотводное отверстие поступают в газовую камеру, поршень двигается вперёд, толкая шток соединенный с затворной рамой, в свою очередь затворная рама выходит из зацепления, и кривошип начинает поворачиваться против часовой стрелки. Выступ на задней верхней части затворной рамы упирается в наклонный участок на нижней части кривошипа, из-за чего колено и кривошип начинают сгибаться вверх, обеспечивая начальное движение для открытия механизма.
Таким образом затворная рама перемещается вперёд сжимая пружину, а затвор откатываясь извлекает зацепом выбрасывателя стрелянную гильзу. Когда задний конец амортизатора установленного на направляющей возвратной пружины, касается заднего выступа затворной рамы, движение затвора назад прекращается, и сразу начинается движение вперёд: возвратная пружина через выступ затворной рамы толкает кривошип, и тот начинает вращаться по часовой стрелке, двигая затвор вперёд.

Если в магазине есть патроны, затвор досылает один из них в патронник. Если же магазин пуст, то подаватель, под действием пружины магазина, поднимается в верхнее положение и ограничивает движение затвора вперёд - происходит затворная задержка.
Двухрядный магазин был рассчитан на 10 стандартных патронов 6,5х50 SR Арисака, для зарядки патронов можно было использовать винтовочные обоймы по 5 патронов, для чего в затворе был сделан Т-образный паз, в котором скользит направляющая обоймы.
Если нужно вручную открыть затвор, штифт с правой стороны поворачивают против часовой стрелки на 90°. Выступ затворной рамы при этом немного сдвигается вперёд и освобождает задний конец кривошипа. После этого переднюю часть кривошипа с двух сторон можно ухватить пальцами и поднять вверх.
Ватанабэ перечисляет следующие преимущества своего изобретения:
- Так как поршень движется вперёд, можно использовать газовую камеру очень малого диаметра и веса. После короткого хода поршня газы сразу выходят наружу, поэтому камера не перегревается и легко очищается.
- Возвратная пружина сначала сжимается именно движением поршня вперёд, поэтому она не мешает движению затвора и механизма назад. Это позволяет использовать минимальное остаточное давление газов для надёжного и устойчивого действия автоматики.
- В обычных системах при сильном прилипании гильзы к стенкам патронника (из-за её расширения) извлечение затруднено, и работа автоматики становится нестабильной. В новом оружии колено (звено шарнира) специально выталкивается наружу, поэтому гильза извлекается с большой силой, а дальше механизм работает за счёт инерции.
- Так как задняя часть затворной рамы упирается в нижнюю заднюю часть кривошипа, кривошип не может провернуться сам по себе, и затворная рама тоже не сдвинется вперёд. Поэтому даже при случайном «двойном сгорании» пороха или при избыточном заряде опасности нет.
- В системах с коленным замыканием часто возникает проблема: затвор не всегда полностью закрывается из-за обратного «отскока» звена. В этом оружии затворная рама надёжно удерживает кривошип, и отскок полностью исключён.
- Газоотводное отверстие может быть сделано максимально близко к дульной части, не мешая установке штыка. Благодаря этому давление газов в камере меньше, износ у отверстия небольшой, механизмы не перегружаются, а вес оружия не увеличивается (поскольку шток работает на растяжение, а не на сжатие).
- В отличие от большинства других систем, возвратная пружина не нужна для удержания затвора от преждевременного открытия, поэтому можно использовать очень слабую и лёгкую пружину. Это позволяет делать рукоятку взведения маленькой или вообще обходиться без неё — достаточно просто поднять переднюю часть кривошипа рукой.
- Так как газоотводное отверстие расположено близко к дульному срезу, большая часть энергии газов остаётся для пули, что повышает её начальную скорость.
- Движение автоматики начинается только после того, как пуля уже покинула ствол, поэтому точность повышается: колебания оружия не влияют на полёт пули.
- Спусковой механизм устроен так, что выстрел возможен только тогда, когда колено находится в строго центральном положении или слегка «переломлено», что обеспечивает правильное взаимодействие шептала и курка.
Стоит отметить, что в Японии были хорошо знакомы с самозарядной винтовкой Педерсена, чьи патентные заявки начала поступать в Японию с начала 1930-х годов. По своей сути, конструкция винтовки Ватанабэ за счёт газоотводной системы отпирания затвора позволила в сравнении с винтовкой Педерсена улучшить надёжность при этом допуская меньшие допуски в производстве шарнирных частей, а так же позволило отказаться от смазки патронов.

В 1932 году Технический штаб армии поручило арсеналу Кокура и трём частным компаниям: Tokyo Gas Electric Industry, Nambu Gun Manufacturing и включая Nippon Special Steel - изготовить опытные образцы самозарядных винтовок для конкурсных испытаний. Важно уточнить, что в Nippon Special Steel на роль главного конструктора самозарядной винтовки была назначен доктор Масая Кавамура.
Хотя у компании Nambu Gun Manufacturing была разработана самозарядная винтовка на использовании пороховых газов с поворотным затвором и массой 3,9 кг, оружие получило повреждения из-за выстрела при незакрытом затворе, по этой причине компания была вынуждена отозвать заявку и в конкурсе на самозарядную винтовку далее не участвовала.
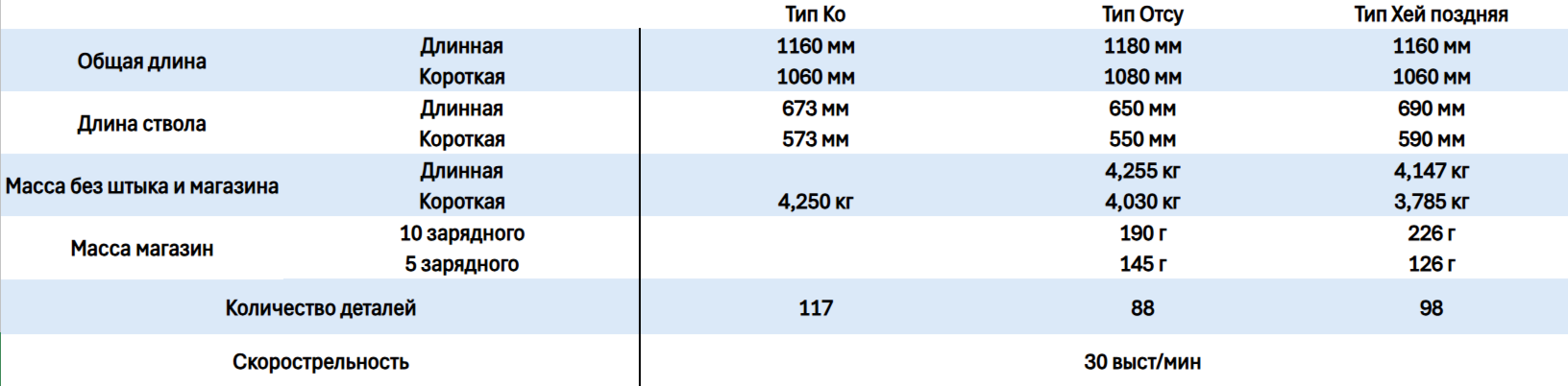
Арсенал Кокура, Tokyo Gas Electric Industry и Nippon Special Steel представили каждый по десять винтовок - Тип Ко, Тип Отсу и Тип Хей соответственно. По результатам испытаний на функциональность, точность и скорострельность были приняты только винтовки с относительно небольшим количеством неисправностей, а остальные требовали доработки. К этому моменту некоторые винтовки уже отстреляли более 10.000 выстрелов в ходе испытаний.
В январе следующего года вместе с дополнительно изготовленными опытными образцами были проведены испытания доработанных винтовок. Комиссия признала, что примерно половина из них была улучшена до уровня, пригодного для войсковых испытаний. Среди них были и несколько вариантов с удлинённым примерно на 100 мм стволом и с оптическим прицелом (единственным оптическим прицелом к тому времени был опытный Тип 5 с кратностью 4X от компании Nippon Kogaku Kaisha), что повышало точность стрельбы.
Винтовка арсенала Кокура известная, как Тип Ко, имела аналогичную всё той же винтовке Педерсена автоматику отката затвора с задержкой с помощью кривошипного механизма, но в сравнении с винтовкой Педерсена количество деталей получилось сократить с 300 до 117 штук. Боепитание винтовки осуществлялось за счёт 10 зарядного роторного магазина, заряжать который можно было двумя стандартными обоймами по 5 патронов 6,5х50 SR Арисака, перед этим подняв фиксатор затвора, тем самым поставив его на затворную задержку. На левой стороне некоторых моделей имеется крепление для оптического прицела.



Винтовка Tokyo Gas Electric Industry - Тип Отсу, была копией чешской винтовки ZH 29 под отечественный патрон 6,5х50 SR Арисака. Чешские винтовки поставлялись в Северный Китай и где далее были захвачен в значительном количестве японской армией. Тип Отсу имела такой же принцип автоматики - отвод пороховых газов с перекосом затвора. В отличие от ZH 29, винтовка имела более закрытую ствольную коробку, рукоятку взведения как отдельную деталь не перемещающаяся во время стрельбы, невзаимозаменяемые с ZH 29 магазины на 5 и 10 патронов и прочие незначительные изменения. Некоторое модели имели крепление оптического прицела, причём что не типично для японского оружия, крепление располагалось сверху ствольной коробки.



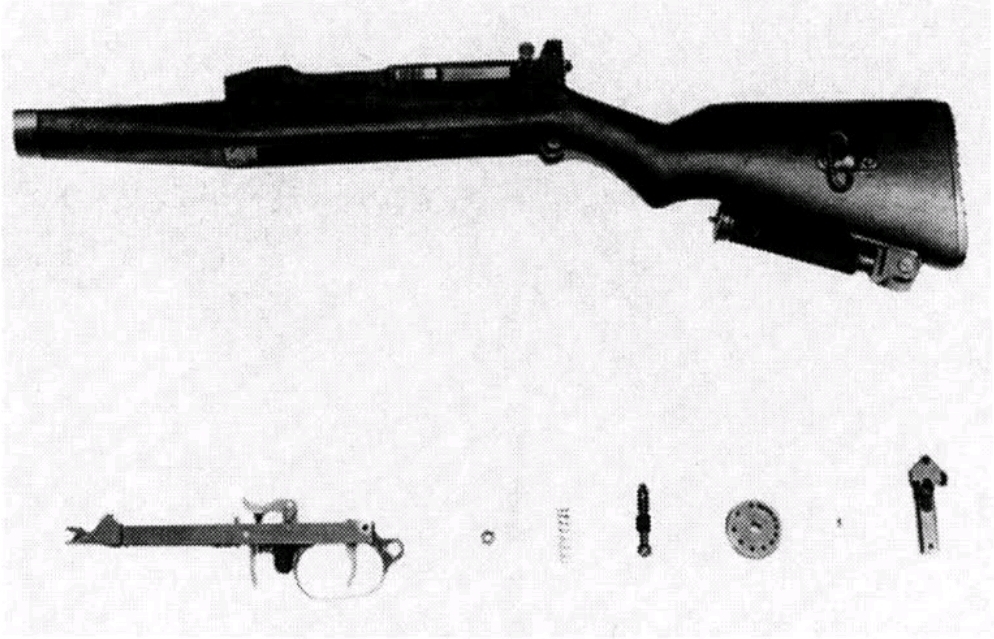
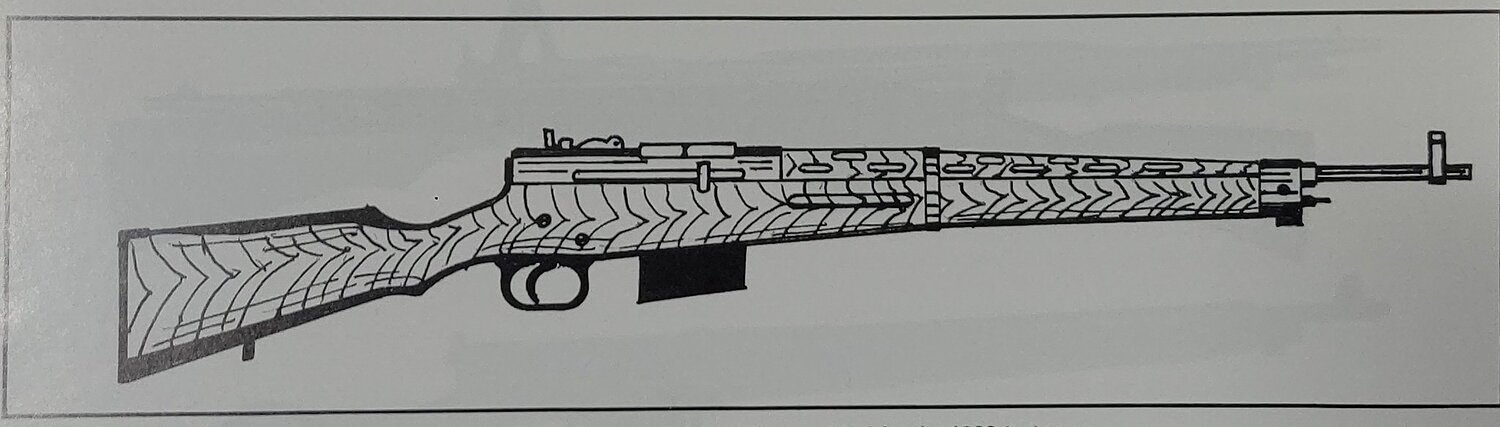
Nippon Special Steel представила доработанную винтовку получившая название Тип Хей. Если в патенте от 1932 года винтовка имела несъёмный магазин, то в новой винтовке боепитание осуществлялось за счёт съёмных 5 и 10 зарядных магазинов, при этом в затворе оставался Т-образный паз для заряжание винтовки с помощью обойм, а учитывая наличие предохранителя для кнопки извлечения магазина, можно предположить что в случае принятия винтовки на вооружение, её планировали заряжать лишь за счёт патронных обойм, как это сделали на винтовках Lee Enfield. Возвратная пружина была перемещена из задней части ствольной коробки вперёд под цевьё. Для снятия с затворной задержки боец мог нажать на спуск, как это было сделано например на ZH 29. На левой стороне ствольной коробки Тип Хей имеет вырез для оптического прицела, на некоторых моделях вырез имеет заглушку, которая защищает паз от грязи.


Для того чтобы с практической точки зрения определить, какой из трёх образцов винтовок следует принять, в феврале 1935 года было поручено провести войсковые испытания в Пехотной и Кавалерийской школах армии. В Пехотную школу было отправлено по четыре экземпляра каждого из образцов Тип Ко, Тип Отсу и Тип Хей, а в Кавалерийскую школу – по три экземпляра каждого. В ходе испытаний изучались такие параметры, как функционирование, точность, прочность, удобство обращения и лёгкость обучения.
По результатам испытаний было установлено, что винтовка Тип Отсу хорошо функционирует, но обладает недостаточной точностью, вследствие чего признана непригодным к практическому применению, и её дальнейшая разработка была признана нерациональной.
Кроме того, и винтовка Тип Хей тоже не могла считаться вполне удовлетворительной по меткости, поэтому были внесены изменения для предотвращения падения пули из-за перегрева ствола. На испытаниях по проверке меткости винтовки Тип Хей, проведённых в августе того же года, использовались четыре экземпляра: №10 с утолщённым и удлинённым стволом, №6 с тонким и укороченным стволом, №5 с изменённым способом крепления газового цилиндра и №3, с трубкой толщиной 3 мм, слегка запрессованной в переднюю половину ствола.
Испытание модифицированный винтовок Тип Хей проводилось в Футцу в сентябре 1935 года, и исследовалось отклонение точки попадания под воздействием тепла и холода, вероятность попадания в цель и другие факторы. Однако после нагревания пули, как правило, попадали вбок, а точность попадания оставалась низкой.
Затем, в ноябре того же года, в Футцу были проведены вторые испытания модернизированных образцов Тип Ко и Тип Хей.
Модернизация винтовки Тип Ко заключалась в следующем:
- Усиление прочности кривошипного механизма.
- Незначительное увеличение размеров выреза для обоймы.
- Добавление опорного элемента для более надёжного крепления ствола.
Модернизация винтовки Тип Хей заключалась в следующем:
- Увеличение общей толщины стенок ствола до уровня, сопоставимого с винтовкой Тип 38.
- Дополнительное утолщение в части ствола, которая считалась исходной точкой его колебаний.
- Отказ от резьбы у дульной части и перенос её в район газоотвода, где на ней закреплялся газовый цилиндр.


Были модернизированы три экземпляра Тип Ко — №5, №7 и №8, и три экземпляра Тип Хей — №7, №9 и №12.
Испытания на функционирование заключались в следующем: за один цикл производилось 50 выстрелов, затем после охлаждения ствола стрельба возобновлялась, и после каждых 200 выстрелов оружие разбиралось и обслуживалось. Всего на один экземпляр приходилось 3.000 выстрелов.
Испытания на меткость проводились так: сначала одиночным огнём производились 10 выстрелов для проверки попаданий, затем следовало 30 выстрелов непрерывным огнём для нагрева ствола, после чего снова выполнялись 10 одиночных выстрелов — с целью исследования среднего положения точки попадания.
Во время функциональных испытаний стрельба велась из трёх положений — стоя, с колена и лёжа; проверялись удобство заряжания патронов, прикладывание к плечу, прицеливание и спуск. Стрелки отбирались из числа сержантов, капралов и рядовых первого класса Пехотной и Кавалерийской школ, а иногда даже подполковники пехоты и майоры кавалерии отрабатывали стрельбу. В обоих видах испытаний суммарный расход патронов превысил 28.000 выстрелов.
Третье испытание было проведено в марте 1936 года в Футцу. Для испытаний использовались четыре образца винтовок Тип Ко: №6 и №8 с коротким стволом и №9 и №10 с длинным стволом. Винтовки Тип Хей были представлены тремя новыми экземплярами и четырьмя старыми — №3, №5, №9 и №12.
Винтовка Тип Ко в результате предыдущих доработок показала лучшую кучность стрельбы, но проблемы с надёжностью оставались, поэтому для повышения прочности была изменена конструкция ложевого кольца и цевья, что повысило прочность. Три новых экземпляра винтовки Тип Хей были доработаны для повышения точности за счёт изменений в ствольной коробке; приклад и цевьё были выполнены как единое цельное ложе, а спусковой механизм сделан двухступенчатым. В остальном они не отличались от старых образцов.


У четырёх старых винтовок Тип Хей был утолщён казённик для снижения колебаний ствола, доработан паз для заряжания винтовки обоймами, а в дульной части ствола просверлено круглое отверстие диаметром 10 мм и глубиной 80 мм. На этих испытаниях, как и в прошлый раз, проверялись функционирование при стрельбе, точность, скорострельность и характер пулевых отверстий. Всего было израсходовано около 15.000 патронов.

По результатам испытаний, у винтовки Тип Хей точность всё ещё оставалась недостаточной, однако работа механизмов автоматики была надёжной, и количество задержек уменьшилось. У винтовки Тип Ко, напротив, отказы происходили часто. Так, при стрельбе (по 3000 выстрелов на каждый образец) у винтовки №8 на 1523-м выстреле произошло разрушение кривошипного механизма, на 1767-м — поломка спускового рычага, а на 2640-м снова разрушение кривошипного механизма, после чего дальнейшая стрельба была прекращена.
На основании этих результатов шесть винтовок Тип Ко (третьей доработки) и три новых винтовки Тип Хей были вновь направлены в Пехотную и Кавалерийскую школы для получения практических отзывов. Испытания в Пехотной школе были завершены к концу апреля, а в Кавалерийской — к концу мая.
Целью четвёртого испытания было продолжить стрельбу из винтовок Тип Ко №6 и №9, которые уже прошли по 3000 выстрелов, доведя их настрел до 6000, чтобы проверить их долговечность, а заодно исследовать влияние зимних условий на работу оружия.
Испытания проводились 18-го и 20-го числа на стрельбище Дзюдзё. У винтовки Тип Ко №6 на 1338-м выстреле сломался курок, а у №9 в ходе стрельбы до 600 выстрелов неоднократно возникали такие отказы, как заедание деталей, задержки при подаче патрона и двойные выстрелы, вследствие чего выполнить задачу по большому настрелу оказалось невозможным. Поэтому четыре винтовки того же типа — №4, №5, №8 и №10, находившиеся на испытаниях в Пехотной школе, были изъяты для выяснения причин неисправностей и внесения доработок.
В результате расследования, проведённого на оружейном заводе арсенала Кокура, было установлено, что и у винтовок Тип Ко, проходивших испытания в Кавалерийской школе, часто возникали отказы в виде заедания и неполного отката затвора. Причинами этого оказалось то, что патронник был изготовлен на 0,04 мм меньше минимального допуска патронника винтовки Тип 38, а также использование старых по годам выпуска патронов и окрашенных учебных патронов, из-за чего патронники загрязнялись. В связи с этим было решено впредь изготавливать патронники винтовки Тип Ко на 0,02 мм шире максимального допуска патронника винтовки Тип 38.
Испытание на холодоустойчивость проводилось на стрельбище Армейского химического института. Винтовку Тип Ко, оставленную в морозильной камере при температуре –45 °C, испытывали стрельбой в зимнем обмундировании, проверяя надёжность работы автоматики.


Учитывая результаты предыдущих исследований, в июне 1936 года Технический штаб армии утвердил окончательный перечень доработок и разместил заказ на изготовление 16 винтовок (по четыре длинных и коротких у каждого подрядчика) на арсенале Кокура и в компании Nippon Special Steel.
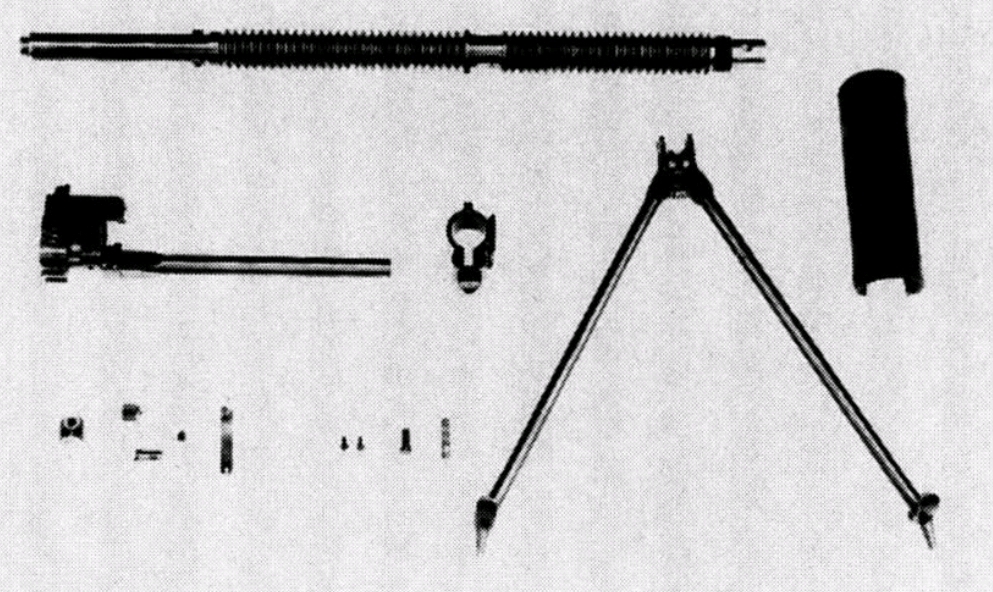
Цена за одну винтовку была установлена в 500 иен, срок поставки — 31 января 1937 года. Основные доработки для Тип Ко, как и прежде, заключались в обеспечении надёжной работы автоматики и увеличении долговечности, а для Тип Хей — по-прежнему в улучшении точности стрельбы. Кроме того, на все винтовки предусматривалась установка оптического прицела и лёгкосъёмных сошек.
Шестнадцать винтовок четвёртой опытной партии были завершены в октябре, а в ноябре в Футцу прошли предварительные испытания по проверке функциональности, точности и скорострельности — в рамках подготовки к зимним испытаниям в Северной Маньчжурии. По их результатам были внесены небольшие доработки, и 8 марта Технический штаб принял винтовки.


Затем с 11 марта в Футцу проводились измерения каналов ствола, проверка начальной скорости, точности и испытания настрелом большим числом патронов; к 18 марта испытания были завершены. Было израсходовано около 20.000 патронов.
После этого в ходе манёвров на горе Мёко были проведены заключительные войсковые испытания, и на этом исследования и разработка были временно завершены, ожидая решения армии. Однако в 1938 году был введён в действие Закон о всеобщей мобилизации, и в связи с необходимостью срочного наращивания выпуска винтовки Тип 38 производство самозарядных винтовок оказалось невозможным.
В итоге Технический штаб армии так и не дал окончательной оценки преимуществ и недостатков винтовок Тип Ко и Тип Хей и прекратил их разработку.